How to Choose Thread Rolling Dies for Screws and Bolts
Choose thread rolling dies with real thresholds: flat vs cylindrical dies, blank tolerance, material risk, machine fit, inspection checks, and RFQ red flags.
Short answer: 90% of cases are decided before we discuss steel grade or unit price: use flat thread rolling dies for short, high-volume screws or bolts on reciprocating flat-die machines, and move to cylindrical dies when the thread length-to-diameter ratio is >2.5, the thread needs longer rolling contact, or the machine is built for rotary rolling. For common 8.8-grade carbon-steel fasteners, dies hardened around HRC 58-62 usually balance wear resistance and toughness. For 12.9-grade fasteners, stainless steel, or long thread sections, the wrong die type will lead to under-filled threads, overheating, or early chipping. Before talking price, first confirm the machine die mounting slot size.
We see wrong die selection most often when a buyer sends only finished screw photos. A photo cannot tell us slot size, main motor power, blank diameter tolerance, wire surface condition, or whether the existing machine has enough tonnage for the thread form.
What Does a Thread Rolling Die Actually Control in Fastener Production?
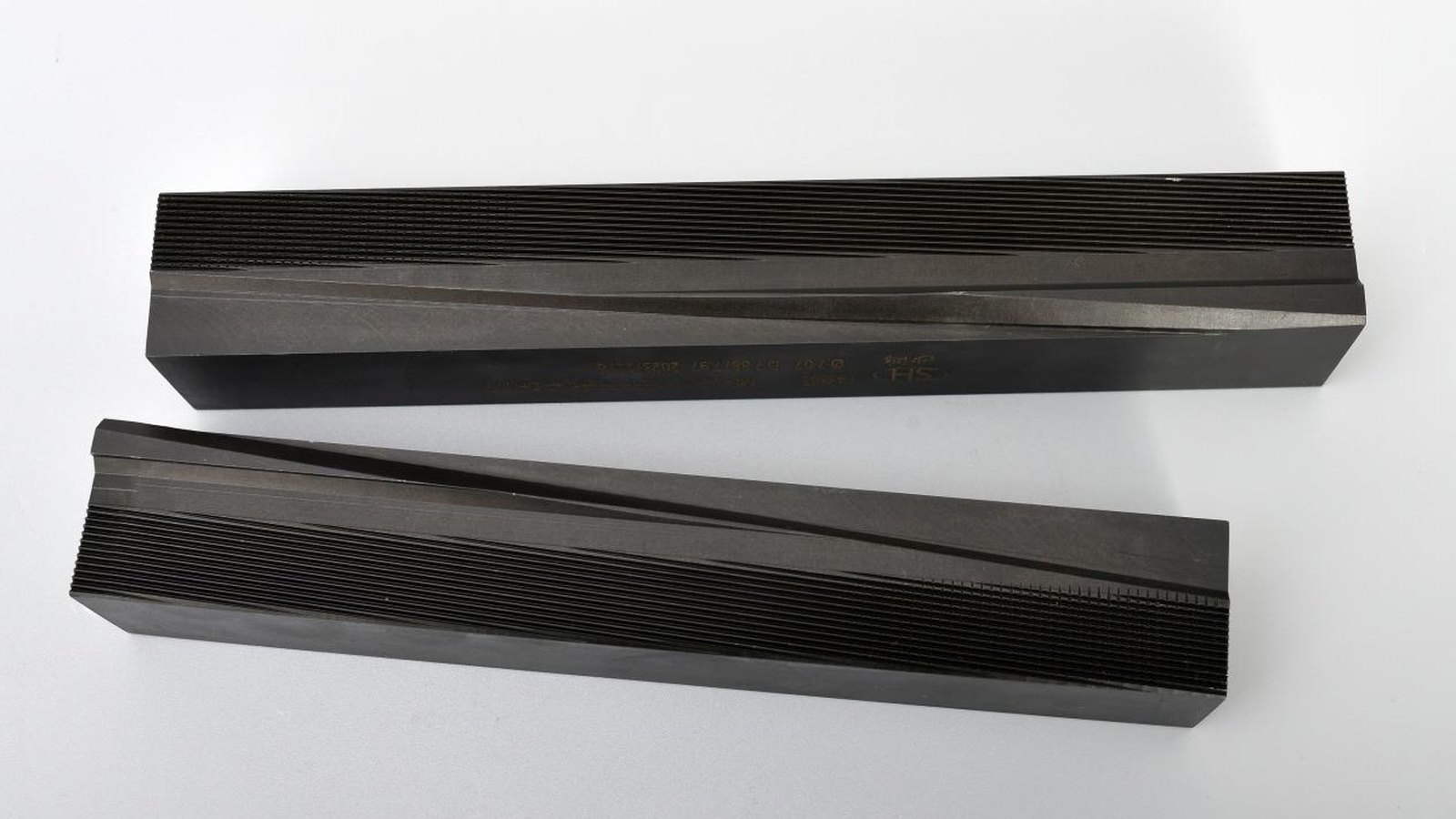
Thread rolling dies form external threads by displacing material instead of cutting it away. In screw and bolt production, the blank is pressed between matched rolling tools so the material flows into the required thread profile.
We look at the die as a pressure-control tool, not only a shaped steel block. The thread profile, blank diameter, material flow, rolling pressure, and matched-pair timing decide whether the finished fastener keeps pitch accuracy or comes out with torn crests, shallow roots, and unstable gauge results.
When blank diameter is too large, rolling pressure spikes and the die edge chips. When it is too small, the thread crest cannot fill. When die dimensions do not match the machine slot, the operator compensates during setup and the production window becomes narrow.

How Should You Choose Between Flat and Cylindrical Thread Rolling Dies?
Before we even look at the table below, here's our shop-floor rule: if your blank diameter tolerance is looser than ±0.05mm, stop and fix that first. We see this single error in 40% of the failed RFQs we review—and no die type can compensate for it.
| Decision factor | Flat thread rolling dies | Cylindrical thread rolling dies | Decision Threshold | What we check before quoting |
|---|---|---|---|---|
| Workpiece length | Short screws, bolts, self-tapping screws, and high-volume standard fasteners | Longer threaded sections or parts needing extended rolling contact | <100mm workpiece length usually favors flat dies; longer or unstable parts need rotary review | Overall length, thread length, support condition, and whether the blank bends during rolling |
| Thread length / diameter ratio | Stable when the thread section is short enough for the flat-die stroke | Better when contact length and rolling stability become the limiting factors | Thread length-to-diameter ratio >2.5 is a hard review point | Pitch, lead-in length, thread end position, and machine stroke |
| Production speed | Good for fast output on standard screws and bolts | Chosen when profile control, stability, or special geometry is more valuable than speed | 200+pcs/min points to flat dies; precision-first jobs need cylindrical or special tooling review | Target pieces per minute, machine model, feeding stability, and scrap rate |
| Thread tolerance | Suitable for regular external thread classes when blank control is stable | Useful when the buyer needs tighter repeatability or special thread profile control | 6g is common production territory; 4h precision requires a stricter tooling and inspection plan | Thread gauge requirement, inspection method, and tolerance risk on crest/root geometry |
| Material and strength grade | Commonly used for 8.8-grade carbon-steel screws and bolts | Often safer for 12.9-grade, stainless steel, or hard-to-fill profiles after machine review | Higher tensile strength raises rolling pressure and die-edge risk | Material grade, wire hardness, heat-treatment route, and surface decarburization |
| Machine interface | Requires the correct flat-die length, width, thickness, mounting angle, and slot fit | Requires rotary machine type, roller dimensions, and setup method | The die cannot be priced correctly until the mounting slot size is known | Machine brand/model, die mounting slot, tonnage, main motor power, and current die photos |
What RFQ Details Should You Send Before Asking for a Price?
A useful quote needs enough information to judge pressure, material flow, machine fit, and inspection risk. If we receive only a product name such as "M8 screw thread rolling die," the price can only be a rough placeholder.
- Fastener drawing with thread standard, pitch, major diameter, minor diameter, thread length, and tolerance class.
- Blank diameter tolerance. If the nominal blank is right but the shop controls it loosely, the die will still fail in production.
- Wire material, strength grade, hardness, and whether the fastener is 8.8, 10.9, 12.9, carbon steel, alloy steel, or stainless steel.
- Thread rolling machine model, die size, mounting slot dimensions, and available tonnage.
- Cold heading machine main motor power when the thread form depends on upstream blank consistency.
- Wire surface condition, including any known decarburization layer thickness or surface cracks.
- Current failure mode: die chipping, fast wear, shallow thread, pitch drift, poor surface finish, or unstable setup.
- Photos of the existing dies, finished fastener, and rejected samples when the drawing is incomplete.
We can usually separate a normal purchasing RFQ from a technical-risk RFQ within the first review, because pressure and blank-control problems leave different marks on the thread flank.
What 4 Quality Checks Should You Demand Before Shipment?
For thread rolling dies, quality control must follow the working profile and the machine fit. We would ask for four checks before shipment, especially when the order is for export and sampling time is expensive.

| Check point | What can go wrong if skipped |
|---|---|
| Thread profile accuracy | The finished screw may pass visual inspection but fail the gauge because crest and root geometry are not controlled. |
| Matched die pair consistency | One die can push harder than the other, so the operator keeps adjusting setup and loses stable production time. |
| Surface finish and lead-in area | Rough surfaces drag material instead of flowing it, which causes galling, torn thread flanks, and fast wear. |
| Hardness and heat-treatment balance | Too soft wears quickly; too brittle chips on high-pressure materials such as 12.9-grade fasteners or stainless steel. |
For most screw and bolt work, we also check whether the requested die hardness around HRC 58-62 fits the material. A higher number is not automatically better, because thread rolling dies need edge toughness as well as wear resistance.
When Should You Treat a Supplier's Quote as a Draft Price?
We've serviced failed orders from overseas where the first supplier quoted quickly, shipped a clean-looking die, and the buyer still lost the first production run. The die was not always the only problem. In several cases, the machine could not provide stable pressure, or the wire surface had a decarburized layer that cracked under rolling load.
Ask the supplier two questions before you trust the number:
- What cold heading machine main motor power did you assume? If the upstream machine cannot keep blank consistency under load, the thread may look shiny but remain under-filled at the root.
- What wire decarburization layer thickness did you allow for? If the surface layer is weak, rolling pressure concentrates on the die edge and can trigger chipping even when the steel grade sounds correct.
If a supplier sends a final quote within five minutes and never asks about these two details, treat it as a draft price. It may be useful for budget screening, but it is not a technical quotation for stable production.
How Does Jungu Review Thread Rolling Die Projects Before Quoting?
Jungu reviews thread rolling die projects from the drawing, thread profile, fastener material, rolling machine, die size, mounting slot, target quantity, and current failure mode. We first decide whether the job fits flat thread rolling dies, cylindrical dies, or another fastener tooling route.
We reject 15% of RFQs because drawings don't match tonnage. Send yours to let us catch mismatches within 24 hours.
For custom fastener tooling projects, we can also review whether the thread rolling problem is actually connected to cold heading dies, punch pins, nut forming dies, cut-off tools, or blank-preparation issues. That prevents the buyer from replacing thread rolling dies when the real failure begins one process earlier.
If you are preparing an RFQ, send the drawing, machine model, material, thread profile, mounting slot size, estimated quantity, and current tool-life issue. We will return a tooling-route review before treating the price as final.
What Do Buyers Ask Before Ordering Thread Rolling Dies?
What information is needed to quote thread rolling dies? Send the fastener drawing, thread standard, pitch, major and minor diameter, blank diameter, material, rolling machine model, die size, quantity, and current tooling problem if available.
Can I use the same dies for Carbon Steel and Stainless Steel (e.g., SUS304)? Do not assume so. Stainless steel such as SUS304 work-hardens during rolling, so rolling pressure can rise by 20%-30%. We normally review the fillet radius, lead-in shape, surface finish, and coating. Without a suitable fillet radius and TiN/TiCN coating, the die edge can chip after only 2-3 days of production. We've replaced dies that failed in 48 hours simply because the buyer never told the supplier it was SUS304. Don't be that buyer—state the grade upfront, or we'll ask you before we quote.
Can thread rolling dies be customized? Yes. For custom dies, the supplier should review the drawing, thread profile, machine model, material, and production target before confirming the tooling route.
How do I know whether my problem comes from the die or the machine? Look at the failure pattern. Repeated chipping at the same edge often points to pressure concentration, blank diameter error, or material-surface problems. Pitch drift and unstable setup can point to machine alignment, die pair matching, feeding instability, or insufficient tonnage. Send rejected part photos with the drawing so we can separate tooling risk from machine risk.
Can Jungu review drawings before quotation? Yes. Jungu can review drawings and project details before quoting custom thread rolling dies and related fastener mould tooling.
Bottom line: send us your drawing, machine model, and blank material before you ask for a price. We'll return a tooling-route review—not a placeholder—within 24 hours.