Gewinderollwerkzeuge für Schrauben und Bolzen auswählen
Wählen Sie Gewinderollwerkzeuge nach realen Grenzwerten: Werkzeugtyp, Rohlingstoleranz, Werkstoffrisiko, Maschinenpassung und technische Angebotsprüfung.
Kurzantwort: In 90% der Fälle fällt die Entscheidung, bevor wir über Stahlsorte oder Stückpreis sprechen: Verwenden Sie flache Gewinderollbacken für kurze Schrauben oder Bolzen in hoher Stückzahl auf einer Flachbackenmaschine, und wechseln Sie zu Rundrollen, wenn das Verhältnis Gewindelänge zu Durchmesser >2,5 ist, das Gewinde längeren Rollkontakt braucht oder die Maschine für Rundrollen ausgelegt ist. Für normale Verbindungselemente aus Kohlenstoffstahl der Klasse 8.8 ist eine Werkzeughärte von etwa HRC 58-62 meist ein sinnvoller Kompromiss aus Verschleißfestigkeit und Zähigkeit. Bei 12.9-Schrauben, Edelstahl oder langen Gewindeabschnitten führt der falsche Werkzeugtyp zu unvollständig ausgeformten Gewinden, Überhitzung oder frühem Ausbruch. Bevor wir über den Preis sprechen, bestätigen Sie zuerst die Aufnahmenut der Maschine.
Wir sehen falsche Werkzeugauswahl am häufigsten, wenn ein Einkäufer nur Fotos fertiger Schrauben sendet. Ein Foto zeigt keine Nutabmessung, keine Motorleistung, keine Rohlingtoleranz, keinen Drahtoberflächenzustand und nicht, ob die vorhandene Maschine genug Presskraft für das Gewindeprofil hat.
Was kontrolliert ein Gewinderollwerkzeug in der Verbindungselement-Produktion wirklich?
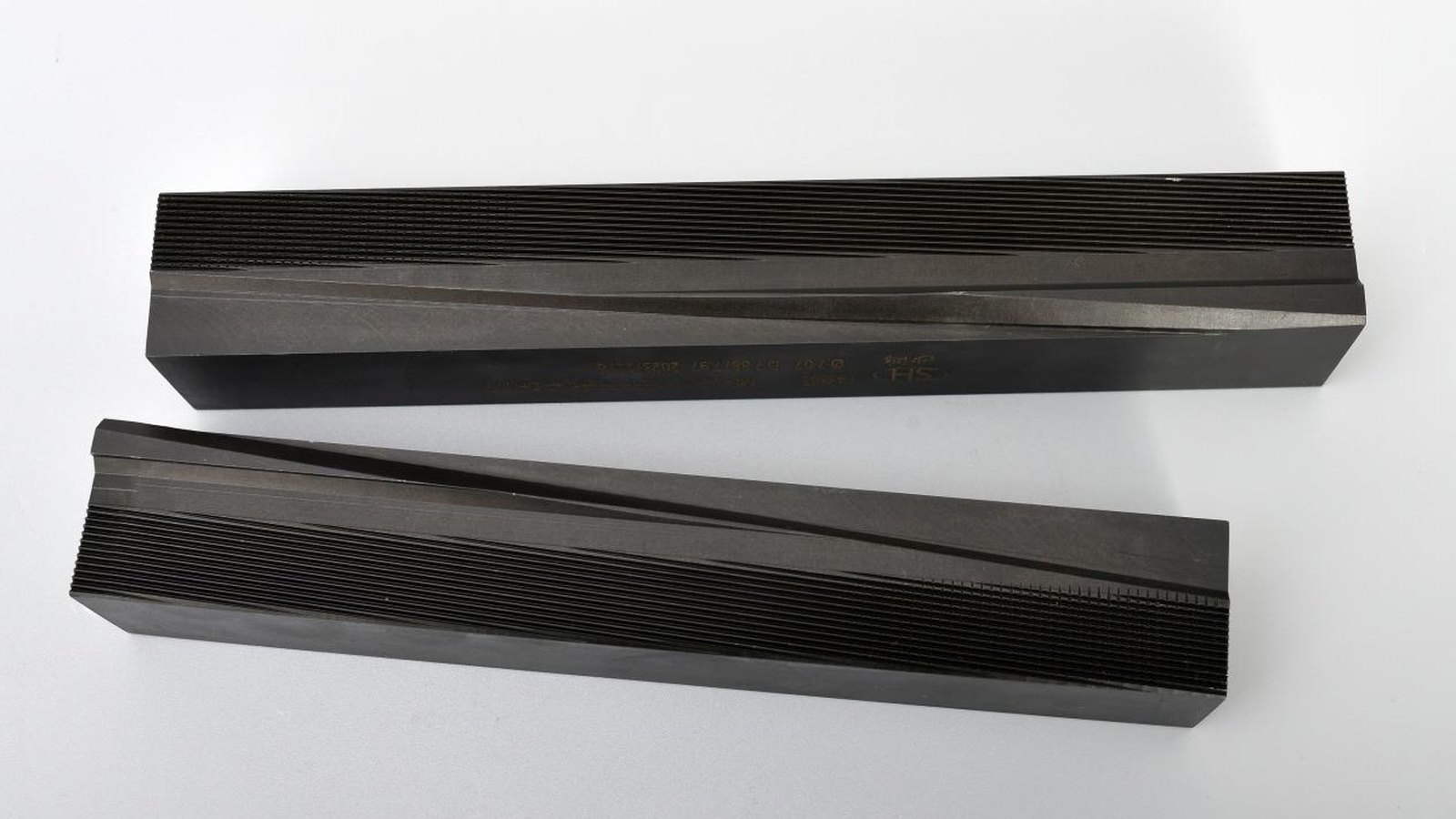
Gewinderollwerkzeuge formen Außengewinde durch plastische Verformung, nicht durch Spanabtrag. Bei Schrauben und Bolzen wird der Rohling zwischen abgestimmten Rollwerkzeugen gepresst, sodass das Material in das geforderte Gewindeprofil fließt.
Wir betrachten das Werkzeug als Druckkontrollwerkzeug, nicht nur als geformten Stahlblock. Gewindeprofil, Rohlingdurchmesser, Materialfluss, Rollkraft und Synchronität des Werkzeugpaars entscheiden, ob das fertige Verbindungselement die Steigung hält oder mit beschädigten Flanken, flachen Kerndurchmessern und instabilen Prüfergebnissen aus der Maschine kommt.
Ist der Rohling zu groß, steigt der Rolldruck und die Werkzeugkante bricht aus. Ist er zu klein, füllt der Gewindekamm nicht. Stimmen Werkzeugabmessungen und Maschinennut nicht überein, korrigiert der Bediener im Setup und das Produktionsfenster wird eng.

Wie wählen Sie zwischen flachen und zylindrischen Gewinderollwerkzeugen?
Bevor wir auf die Tabelle schauen, gilt unsere Werkstattregel: Wenn Ihre Rohlingdurchmesser-Toleranz schlechter als ±0,05 mm ist, stoppen Sie und beheben Sie das zuerst. Wir sehen genau diesen Einzelfehler in 40% der fehlgeschlagenen RFQs, die wir prüfen, und kein Werkzeugtyp kann ihn kompensieren.
| Entscheidungsfaktor | Flache Gewinderollbacken | Zylindrische Gewinderollen | Entscheidungsgrenze | Was wir vor dem Angebot prüfen |
|---|---|---|---|---|
| Werkstücklänge | Kurze Schrauben, Bolzen, Blechschrauben und Standardteile in hoher Stückzahl | Längere Gewindeabschnitte oder Teile mit längerem Rollkontakt | <100 mm Werkstücklänge spricht meist für Flachbacken; längere oder instabile Teile brauchen Rundrollenprüfung | Gesamtlänge, Gewindelänge, Abstützung und ob der Rohling beim Rollen ausweicht |
| Verhältnis Gewindelänge / Durchmesser | Stabil, wenn der Gewindeabschnitt zum Hub der Flachbacken passt | Besser, wenn Kontaktlänge und Rollstabilität begrenzen | Gewindelänge zu Durchmesser >2,5 ist ein harter Prüfpunkt | Steigung, Anlaufbereich, Gewindeende und Maschinenhub |
| Produktionstakt | Gut für schnelle Serienproduktion von Standardschrauben und Bolzen | Sinnvoll, wenn Profilkontrolle, Stabilität oder Sondergeometrie wichtiger sind als Geschwindigkeit | 200+ Stück/min spricht für Flachbacken; präzisionskritische Teile brauchen Rundrollen- oder Sonderwerkzeugprüfung | Zielteile pro Minute, Maschinenmodell, Zuführstabilität und Ausschussquote |
| Gewindetoleranz | Geeignet für normale Außengewindeklassen bei stabiler Rohlingkontrolle | Sinnvoll bei enger Wiederholbarkeit oder Sonderprofilen | 6g ist normale Serienfertigung; 4h braucht strengere Werkzeug- und Prüfplanung | Lehrenanforderung, Prüfmethode und Risiko an Kamm- und Kerndurchmesser |
| Werkstoff und Festigkeitsklasse | Häufig für 8.8-Schrauben und Bolzen aus Kohlenstoffstahl | Oft sicherer bei 12.9, Edelstahl oder schwer füllbaren Profilen nach Maschinenprüfung | Höhere Zugfestigkeit erhöht Rolldruck und Kantenrisiko | Werkstoffgüte, Drahthärte, Wärmebehandlung und Entkohlung der Oberfläche |
| Maschinenschnittstelle | Benötigt korrekte Länge, Breite, Dicke, Montagewinkel und Nutpassung | Benötigt Rundrollmaschine, Rollenabmessungen und Setup-Methode | Das Werkzeug kann erst korrekt angeboten werden, wenn die Aufnahmenut bekannt ist | Maschinenmarke, Modell, Nut, Tonnage, Hauptmotorleistung und Fotos vorhandener Werkzeuge |
Welche RFQ-Angaben sollten Sie senden, bevor Sie nach dem Preis fragen?
Ein sinnvolles Angebot braucht genug Informationen, um Druck, Materialfluss, Maschinenpassung und Prüfrisiko zu beurteilen. Wenn wir nur einen Produktnamen wie "M8 screw thread rolling die" erhalten, kann der Preis nur ein grober Platzhalter sein.
- Verbindungselement-Zeichnung mit Gewindenorm, Steigung, Außen- und Kerndurchmesser, Gewindelänge und Toleranzklasse.
- Rohlingdurchmesser-Toleranz. Auch bei richtigem Sollmaß versagt das Werkzeug, wenn die Fertigung den Rohling zu locker kontrolliert.
- Drahtwerkstoff, Festigkeitsklasse, Härte und ob es 8.8, 10.9, 12.9, Kohlenstoffstahl, legierter Stahl oder Edelstahl ist.
- Gewinderollmaschinenmodell, Werkzeuggröße, Nutabmessung und verfügbare Tonnage.
- Hauptmotorleistung der Kaltstauchmaschine, wenn die Gewindeform von stabilen Rohlingen aus dem Vorprozess abhängt.
- Drahtoberfläche, einschließlich bekannter Entkohlungsschicht oder Oberflächenrisse.
- Aktuelles Fehlerbild: Ausbruch, schneller Verschleiß, flaches Gewinde, Steigungsdrift, schlechte Oberfläche oder instabiles Setup.
- Fotos vorhandener Werkzeuge, fertiger Teile und Ausschussteile, falls die Zeichnung unvollständig ist.
Wir können normale Einkaufsanfragen und technische Risikoanfragen meist schon in der ersten Prüfung trennen, weil Druck- und Rohlingprobleme unterschiedliche Spuren an der Gewindeflanke hinterlassen.
Welche 4 Qualitätsprüfungen sollten Sie vor dem Versand verlangen?
Bei Gewinderollwerkzeugen muss Qualitätskontrolle dem Arbeitsprofil und der Maschinenpassung folgen. Wir würden vor dem Versand vier Prüfungen verlangen, besonders wenn es um Exportaufträge geht und Musterzeit teuer ist.

| Prüfpunkt | Was passiert, wenn er fehlt? |
|---|---|
| Genauigkeit des Gewindeprofils | Die Schraube kann optisch gut aussehen, aber an der Lehre scheitern, weil Kamm- und Kerndurchmesser nicht sauber kontrolliert sind. |
| Konsistenz des Werkzeugpaars | Eine Backe kann stärker drücken als die andere; der Bediener korrigiert ständig und verliert stabile Produktionszeit. |
| Oberfläche und Einlaufbereich | Raue Oberflächen ziehen Material, statt es fließen zu lassen; das führt zu Fressen, beschädigten Flanken und schnellem Verschleiß. |
| Härte und Wärmebehandlungsbalance | Zu weich verschleißt schnell; zu spröde bricht bei 12.9-Teilen oder Edelstahl aus. |
Bei den meisten Schrauben- und Bolzenprojekten prüfen wir auch, ob die geforderte Härte um HRC 58-62 zum Werkstoff passt. Ein höherer Wert ist nicht automatisch besser, weil Gewinderollwerkzeuge Kantenzähigkeit und Verschleißfestigkeit gleichzeitig brauchen.
Wann sollten Sie ein Lieferantenangebot nur als Entwurf behandeln?
Wir haben fehlgeschlagene Auslandsaufträge betreut, bei denen der erste Lieferant schnell angeboten, ein sauber aussehendes Werkzeug geliefert und der Käufer trotzdem den ersten Serienlauf verloren hat. Nicht immer war nur das Werkzeug schuld. In mehreren Fällen konnte die Maschine keinen stabilen Druck liefern, oder die Drahtoberfläche hatte eine entkohlte Schicht, die unter Rollbelastung riss.
Stellen Sie dem Lieferanten zwei Fragen, bevor Sie dem Preis vertrauen:
- Welche Hauptmotorleistung der Kaltstauchmaschine haben Sie angenommen? Wenn der Vorprozess unter Last keine stabilen Rohlinge liefert, kann das Gewinde glänzen und trotzdem am Grund unvollständig sein.
- Welche Dicke der Entkohlungsschicht am Draht haben Sie berücksichtigt? Wenn die Oberfläche geschwächt ist, konzentriert sich der Rolldruck an der Werkzeugkante und kann Ausbruch auslösen, obwohl die Stahlsorte korrekt klingt.
Wenn ein Lieferant innerhalb von fünf Minuten ein finales Angebot sendet und diese zwei Punkte nie fragt, behandeln Sie es als Entwurfspreis. Für Budget-Screening kann er nützlich sein; für stabile Produktion ist es kein technisches Angebot.
Wie prüft Jungu Gewinderollwerkzeug-Projekte vor dem Angebot?
Jungu prüft Gewinderollwerkzeug-Projekte anhand von Zeichnung, Gewindeprofil, Verbindungselement-Werkstoff, Rollmaschine, Werkzeuggröße, Aufnahmenut, Zielmenge und aktuellem Fehlerbild. Zuerst entscheiden wir, ob das Projekt zu Flachbacken, Rundrollen oder einer anderen Werkzeugroute für Verbindungselemente passt.
Wir lehnen 15% der RFQs ab, weil Zeichnungen nicht zur Tonnage passen. Senden Sie Ihre Unterlagen, damit wir solche Abweichungen innerhalb von 24 Stunden erkennen.
Bei kundenspezifischen Verbindungselement-Werkzeugen prüfen wir auch, ob das Gewindeproblem eigentlich mit Kaltschlag-Matrizen, Stempelstiften, Mutterformwerkzeugen, Abschneidwerkzeugen oder der Rohlingvorbereitung zusammenhängt. So ersetzt der Käufer keine Gewinderollwerkzeuge, wenn der echte Fehler einen Prozess früher beginnt.
Wenn Sie eine Anfrage vorbereiten, senden Sie Zeichnung, Maschinenmodell, Werkstoff, Gewindeprofil, Aufnahmenut, Zielmenge und aktuelles Standzeitproblem. Wir geben eine Werkzeugroutenprüfung zurück, bevor der Preis als final behandelt wird.
Welche Fragen stellen Einkäufer vor der Bestellung von Gewinderollwerkzeugen?
Welche Angaben werden für ein Angebot zu Gewinderollwerkzeugen benötigt? Senden Sie Verbindungselement-Zeichnung, Gewindenorm, Steigung, Außen- und Kerndurchmesser, Rohlingdurchmesser, Werkstoff, Rollmaschinenmodell, Werkzeuggröße, Menge und vorhandenes Werkzeugproblem.
Kann ich dieselben Werkzeuge für Kohlenstoffstahl und Edelstahl wie SUS304 verwenden? Gehen Sie nicht davon aus. Edelstahl wie SUS304 verfestigt sich beim Rollen, deshalb kann der Rolldruck um 20%-30% steigen. Wir prüfen normalerweise Radius, Einlaufgeometrie, Oberfläche und Beschichtung. Ohne passenden Radius und TiN/TiCN-Beschichtung kann die Werkzeugkante nach nur 2-3 Produktionstagen ausbrechen. Wir haben Werkzeuge ersetzt, die nach 48 Stunden ausfielen, nur weil der Käufer dem Lieferanten SUS304 nicht genannt hatte. Machen Sie diesen Fehler nicht: Nennen Sie die Werkstoffgüte direkt zu Beginn, oder wir fragen vor dem Angebot danach.
Können Gewinderollwerkzeuge kundenspezifisch gefertigt werden? Ja. Für Sonderwerkzeuge sollte der Lieferant Zeichnung, Gewindeprofil, Maschinenmodell, Werkstoff und Produktionsziel prüfen, bevor er die Werkzeugroute bestätigt.
Wie erkenne ich, ob das Problem vom Werkzeug oder von der Maschine kommt? Schauen Sie auf das Fehlerbild. Wiederholter Ausbruch an derselben Kante deutet oft auf Druckkonzentration, Rohlingfehler oder Oberflächenprobleme hin. Steigungsdrift und instabiles Setup können auf Maschinenausrichtung, Werkzeugpaarung, Zuführinstabilität oder zu geringe Tonnage hinweisen. Senden Sie Ausschussfotos mit der Zeichnung, damit wir Werkzeug- und Maschinenrisiko trennen können.
Kann Jungu Zeichnungen vor dem Angebot prüfen? Ja. Jungu kann Zeichnungen und Projektdetails vor dem Angebot für kundenspezifische Gewinderollwerkzeuge und verwandte Verbindungselement-Werkzeuge prüfen.
Unterm Strich: Senden Sie Zeichnung, Maschinenmodell und Rohlingwerkstoff, bevor Sie nach dem Preis fragen. Wir geben innerhalb von 24 Stunden eine Werkzeugroutenprüfung zurück, keinen Platzhalter.