Vida ve Cıvatalar için Diş Ovalama Kalıpları Nasıl Seçilir?
Diş ovalama kalıplarını gerçek eşiklerle seçin: kalıp tipi, boş parça toleransı, malzeme riski, makine uyumu ve teknik teklif kontrolü.
Kısa cevap: Vakaların %90'ında karar, çelik sınıfı veya birim fiyat konuşulmadan önce verilir: kısa ve yüksek adetli vida veya cıvatalar için düz diş ovalama kalıpları kullanın; diş uzunluğu/çap oranı >2,5 olduğunda, diş daha uzun yuvarlama teması istediğinde veya makine rotary ovalama için tasarlandığında silindirik kalıba geçin. Standart 8.8 sınıfı karbon çelik bağlantı elemanlarında HRC 58-62 civarı kalıp sertliği genellikle aşınma direnci ile tokluğu dengeler. 12.9 sınıfı bağlantı elemanları, paslanmaz çelik veya uzun diş bölümlerinde yanlış kalıp tipi eksik dolmuş diş, aşırı ısınma veya erken kırılma doğurur. Fiyat konuşmadan önce makinenin kalıp montaj kanalı ölçüsünü teyit edin.
Yanlış kalıp seçimini en çok, alıcının yalnızca bitmiş vida fotoğrafı gönderdiği durumlarda görüyoruz. Fotoğraf kanal ölçüsünü, ana motor gücünü, boş parça çap toleransını, tel yüzey durumunu veya mevcut makinenin diş formu için yeterli tonaja sahip olup olmadığını göstermez.
Diş Ovalama Kalıbı Bağlantı Elemanı Üretiminde Aslında Neyi Kontrol Eder?
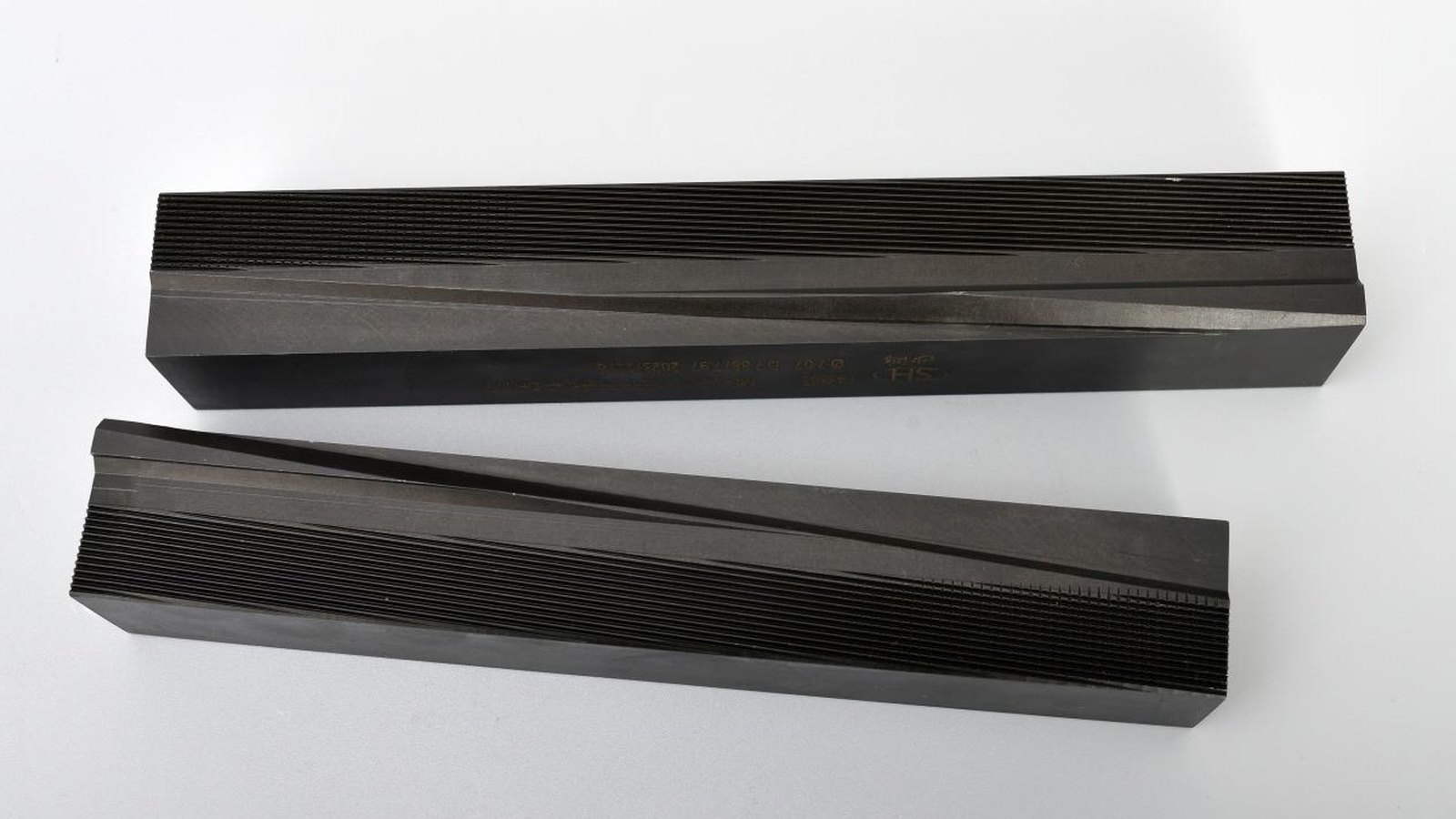
Diş ovalama kalıpları dış dişleri talaş kaldırarak değil, malzemeyi plastik olarak akıtarak oluşturur. Vida ve cıvata üretiminde boş parça eşleşmiş ovalama takımları arasında sıkıştırılır ve malzeme istenen diş profiline akar.
Biz kalıba yalnızca şekilli bir çelik blok olarak değil, basınç kontrol takımı olarak bakarız. Diş profili, boş çap, malzeme akışı, ovalama basıncı ve kalıp çifti zamanlaması; bitmiş bağlantı elemanının hatve doğruluğunu koruyup korumayacağını belirler.
Boş parça çapı fazla büyükse ovalama basıncı yükselir ve kalıp kenarı kırılır. Çok küçükse diş tepesi dolmaz. Kalıp ölçüsü makine kanalına uymuyorsa operatör ayarda telafi eder ve üretim penceresi daralır.

Düz ve Silindirik Diş Ovalama Kalıpları Arasında Nasıl Seçim Yapmalısınız?
Aşağıdaki tabloya bakmadan önce atölye kuralımız şudur: boş parça çap toleransınız ±0,05 mm'den gevşekse önce durun ve bunu düzeltin. İncelediğimiz başarısız RFQ'ların %40'ında bu tek hatayı görüyoruz ve hiçbir kalıp tipi bunu telafi edemez.
| Karar faktörü | Düz diş ovalama kalıpları | Silindirik diş ovalama kalıpları | Karar eşiği | Tekliften önce neyi kontrol ederiz? |
|---|---|---|---|---|
| İş parçası uzunluğu | Kısa vidalar, cıvatalar, sac vidaları ve yüksek adetli standart bağlantı elemanları | Daha uzun diş bölümleri veya daha uzun ovalama teması isteyen parçalar | <100 mm iş parçası uzunluğu genellikle düz kalıba işaret eder; uzun veya kararsız parçalar rotary inceleme ister | Toplam uzunluk, diş uzunluğu, destek durumu ve boş parçanın ovalamada eğilip eğilmediği |
| Diş uzunluğu / çap oranı | Diş bölümü düz kalıp stroğuna sığdığında stabildir | Temas uzunluğu ve ovalama stabilitesi sınır olduğunda daha uygundur | Diş uzunluğu/çap oranı >2,5 sert bir inceleme noktasıdır | Hatve, giriş bölgesi, diş bitişi ve makine stroğu |
| Üretim hızı | Standart vida ve cıvatalarda hızlı çıktı için uygundur | Profil kontrolü, stabilite veya özel geometri hızdan önemli olduğunda seçilir | 200+ adet/dk düz kalıba işaret eder; hassasiyet öncelikli işler silindirik veya özel takım incelemesi ister | Hedef adet/dk, makine modeli, besleme stabilitesi ve fire oranı |
| Diş toleransı | Boş parça kontrolü stabil olduğunda normal dış diş sınıfları için uygundur | Daha sıkı tekrarlanabilirlik veya özel diş profili kontrolü gerektiğinde faydalıdır | 6g normal üretim alanıdır; 4h hassasiyet daha sıkı takım ve kontrol planı ister | Diş mastarı şartı, kontrol yöntemi ve tepe/kök geometrisi riski |
| Malzeme ve mukavemet sınıfı | 8.8 sınıfı karbon çelik vida ve cıvatalarda yaygındır | 12.9 sınıfı, paslanmaz çelik veya zor dolan profillerde makine incelemesinden sonra daha güvenli olabilir | Daha yüksek çekme dayanımı ovalama basıncını ve kalıp kenarı riskini artırır | Malzeme sınıfı, tel sertliği, ısıl işlem rotası ve yüzey dekarbürizasyonu |
| Makine arayüzü | Doğru düz kalıp boyu, genişliği, kalınlığı, montaj açısı ve kanal uyumu gerekir | Rotary makine tipi, silindir ölçüsü ve kurulum yöntemi gerekir | Montaj kanalı bilinmeden kalıp doğru fiyatlandırılamaz | Makine marka/modeli, kalıp kanalı, tonaj, ana motor gücü ve mevcut kalıp fotoğrafları |
Fiyat Sormadan Önce Hangi RFQ Bilgilerini Göndermelisiniz?
İşe yarar bir teklif basıncı, malzeme akışını, makine uyumunu ve kontrol riskini değerlendirecek kadar bilgi ister. Yalnızca "M8 screw thread rolling die" gibi bir ürün adı gelirse fiyat ancak kaba bir yer tutucu olabilir.
- Diş standardı, hatve, majör çap, minör çap, diş uzunluğu ve tolerans sınıfı olan bağlantı elemanı çizimi.
- Boş parça çap toleransı. Nominal çap doğru olsa bile atölye bunu gevşek kontrol ediyorsa kalıp üretimde yine başarısız olur.
- Tel malzemesi, mukavemet sınıfı, sertlik ve parçanın 8.8, 10.9, 12.9, karbon çelik, alaşımlı çelik veya paslanmaz çelik olup olmadığı.
- Diş ovalama makinesi modeli, kalıp ölçüsü, montaj kanalı ve mevcut tonaj.
- Diş formu önceki prosesten gelen boş parça stabilitesine bağlıysa soğuk şekillendirme makinesi ana motor gücü.
- Bilinen dekarbürizasyon tabakası veya yüzey çatlakları dahil tel yüzey durumu.
- Mevcut arıza tipi: kalıp kırılması, hızlı aşınma, sığ diş, hatve kayması, kötü yüzey veya kararsız ayar.
- Çizim eksikse mevcut kalıp, bitmiş bağlantı elemanı ve red parçaların fotoğrafları.
Basınç ve boş parça kontrolü problemleri diş yan yüzeyinde farklı izler bıraktığı için normal satın alma RFQ'su ile teknik risk RFQ'sunu çoğu zaman ilk incelemede ayırabiliriz.
Sevkiyattan Önce Hangi 4 Kalite Kontrolünü İstemelisiniz?
Diş ovalama kalıplarında kalite kontrol çalışma profiline ve makine uyumuna bağlı olmalıdır. Özellikle ihracat siparişlerinde ve numune zamanı pahalıyken sevkiyattan önce dört kontrol isteriz.

| Kontrol noktası | Atlanırsa ne olur? |
|---|---|
| Diş profili doğruluğu | Bitmiş vida görsel kontrolden geçebilir ama tepe ve kök geometrisi kontrol edilmediği için mastarda kalabilir. |
| Kalıp çifti tutarlılığı | Bir kalıp diğerinden daha fazla basabilir; operatör ayar yapmaya devam eder ve stabil üretim zamanı kaybolur. |
| Yüzey ve giriş bölgesi | Pürüzlü yüzey malzemeyi akıtmak yerine sürükler; yapışma, yırtık diş yan yüzeyi ve hızlı aşınma doğar. |
| Sertlik ve ısıl işlem dengesi | Çok yumuşak hızlı aşınır; çok gevrek 12.9 bağlantı elemanlarında veya paslanmaz çelikte kırılır. |
Çoğu vida ve cıvata işinde HRC 58-62 civarı istenen kalıp sertliğinin malzemeye uyup uymadığını da kontrol ederiz. Daha yüksek sayı otomatik olarak daha iyi değildir; diş ovalama kalıpları hem kenar tokluğu hem aşınma direnci ister.
Bir Tedarikçi Teklifini Ne Zaman Taslak Fiyat Saymalısınız?
Yurt dışından gelen başarısız siparişlerde ilk tedarikçinin hızlı teklif verdiğini, temiz görünen bir kalıp gönderdiğini ve alıcının yine ilk üretim koşusunu kaybettiğini gördük. Problem her zaman yalnızca kalıp değildi. Bazı durumlarda makine stabil basınç veremedi veya tel yüzeyindeki dekarbürize tabaka ovalama yükünde çatladı.
Fiyata güvenmeden önce tedarikçiye iki soru sorun:
- Hangi soğuk şekillendirme makinesi ana motor gücünü varsaydınız? Ön proses yük altında boş parça stabilitesini koruyamıyorsa diş parlak görünür ama kökte eksik dolu kalabilir.
- Tel dekarbürizasyon tabakası kalınlığı için ne varsaydınız? Yüzey tabakası zayıfsa ovalama basıncı kalıp kenarında yoğunlaşır ve çelik sınıfı doğru görünse bile kırılma tetiklenebilir.
Bir tedarikçi beş dakika içinde final teklif gönderiyor ve bu iki detayı hiç sormuyorsa bunu taslak fiyat kabul edin. Bütçe taraması için yararlı olabilir; stabil üretim için teknik teklif değildir.
Jungu Diş Ovalama Kalıbı Projelerini Tekliften Önce Nasıl İnceler?
Jungu diş ovalama kalıbı projelerini çizim, diş profili, bağlantı elemanı malzemesi, ovalama makinesi, kalıp ölçüsü, montaj kanalı, hedef adet ve mevcut arıza tipine göre inceler. İlk olarak işin düz diş ovalama kalıbına, silindirik kalıba veya başka bir bağlantı elemanı takım rotasına uyup uymadığını belirleriz.
RFQ'ların %15'ini çizimler tonajla eşleşmediği için reddediyoruz. Sizinkini gönderin; uyumsuzlukları 24 saat içinde yakalayalım.
Özel bağlantı elemanı takımı projelerinde diş ovalama probleminin aslında soğuk şekillendirme kalıpları, zımba pimleri, somun şekillendirme kalıpları, kesme takımları veya boş parça hazırlığından kaynaklanıp kaynaklanmadığını da inceleriz. Böylece alıcı gerçek hata bir proses önce başlarken diş ovalama kalıbını boşuna değiştirmez.
RFQ hazırlıyorsanız çizimi, makine modelini, malzemeyi, diş profilini, montaj kanalı ölçüsünü, tahmini adedi ve mevcut takım ömrü problemini gönderin. Fiyatı final saymadan önce takım rotası incelemesi döneriz.
Alıcılar Diş Ovalama Kalıbı Siparişinden Önce Ne Soruyor?
Diş ovalama kalıbı teklifi için hangi bilgiler gerekir? Bağlantı elemanı çizimini, diş standardını, hatveyi, majör ve minör çapı, boş çapı, malzemeyi, ovalama makinesi modelini, kalıp ölçüsünü, adedi ve mevcut takım problemini gönderin.
Karbon çelik ve paslanmaz çelikte, örneğin SUS304'te, aynı kalıpları kullanabilir miyim? Bunu varsaymayın. SUS304 gibi paslanmaz çelikler ovalama sırasında iş sertleşmesine uğrar, bu nedenle ovalama basıncı %20-%30 artabilir. Normalde fillet radius, giriş formu, yüzey kalitesi ve kaplamayı kontrol ederiz. Uygun radius ve TiN/TiCN kaplama olmadan kalıp kenarı yalnızca 2-3 üretim gününde kırılabilir. Alıcı tedarikçiye malzemenin SUS304 olduğunu söylemediği için 48 saatte kırılan kalıpları değiştirdik. O alıcı olmayın: malzeme sınıfını baştan belirtin, yoksa tekliften önce biz sorarız.
Diş ovalama kalıpları özelleştirilebilir mi? Evet. Özel kalıplarda tedarikçi takım rotasını onaylamadan önce çizimi, diş profilini, makine modelini, malzemeyi ve üretim hedefini incelemelidir.
Problemin kalıptan mı makineden mi geldiğini nasıl anlarım? Arıza desenine bakın. Aynı kenarda tekrar eden kırılma çoğu zaman basınç yoğunlaşması, boş çap hatası veya malzeme yüzeyi problemine işaret eder. Hatve kayması ve kararsız ayar makine hizalaması, kalıp çifti uyumu, besleme kararsızlığı veya yetersiz tonaj kaynaklı olabilir. Takım riski ile makine riskini ayırmamız için red parça fotoğraflarını çizimle birlikte gönderin.
Jungu tekliften önce çizimleri inceleyebilir mi? Evet. Jungu özel diş ovalama kalıpları ve ilgili bağlantı elemanı kalıp takımları için çizimleri ve proje detaylarını tekliften önce inceleyebilir.
Özet: fiyat istemeden önce çizimi, makine modelini ve boş parça malzemesini gönderin. 24 saat içinde yer tutucu değil, takım rotası incelemesi döneriz.